Способы сварки И сваривании конструкций мастера используют разное оборудование. Выбор зависит от типа и толщины материала, мест и углов соединения труб. Подробнее о сварке профильных труб в данной статье
Профильная труба – это металлопрокат, относящийся к категории трубного проката. Представляет собой полую трубу квадратного или прямоугольного сечения. Классифицируется по материалу изготовления, габаритам и технике производства.
Основные характеристики
Профильный металлопрокат изготавливается из различных марок стали путём станочного прокатывания или сгибания заготовки по форме изделия с последующим свариванием края.
В зависимости от допустимых нагрузок, прокатная и сварная продукция применяется:
Для возведения различных временных и постоянных конструкций.
Для изготовления каркасов в автостроении, мебельном производстве и т. д.
Для изготовления лестниц, перил, ограждений.
В строительстве спортплощадок.
В производстве деталей и агрегатов.
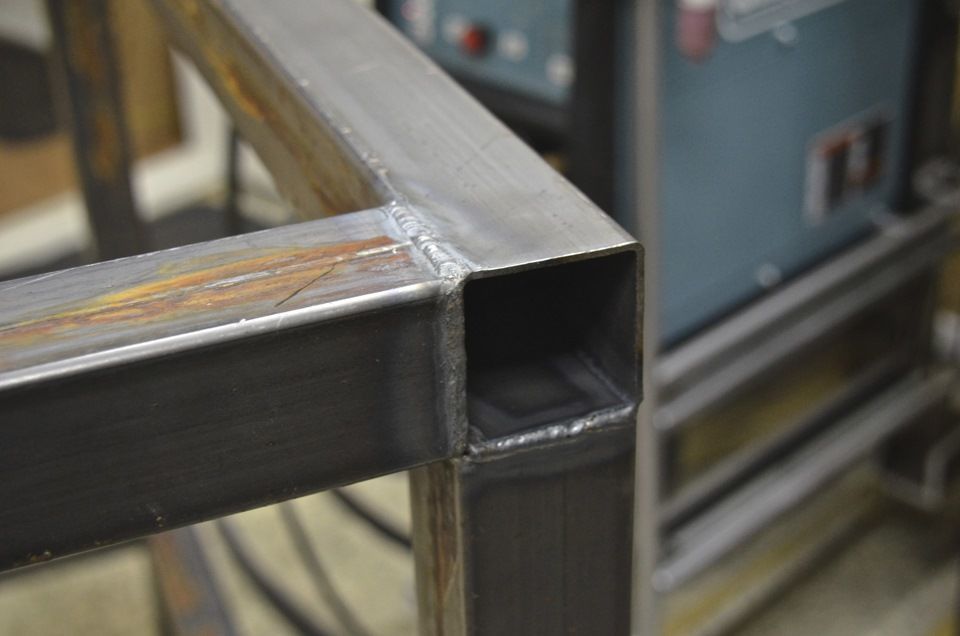
При использовании профильных труб их соединение осуществляется при помощи сварки.
Способы сварки
И сваривании конструкций мастера используют разное оборудование. Выбор зависит от типа и толщины материала, мест и углов соединения труб.
Дуговая
Ручную дуговую сварку применяют в работах по соединению проката разного диаметра и с разной толщиной стенки. Для работ применяются аппараты инверторного или трансформаторного типа. Для улучшения рабочего процесса могут применятся дополнительные приспособления:
Центраторы – выравнивает соединяемые заготовки по оси.
Магнитные угольники – используются для сварки под углом.
При толщине материала до 4 мм используются электроды диаметром от 2 до 3 мм, с максимально допустимой силой тока 50-60 А. Сварка металла толщиной до 4 мм не требует предварительной обработки поверхности, при соединении труб со стенкой от 4 мм производится зачистка и обезжиривание соединяемых областей. Зазор между деталями минимальный, допускается сваривание в любом положении.
Газовая
Метод подразумевает разогревание свариваемых элементов в месте соединения с последующей подачей в область нагрева присадочного материала. При контакте с горячей поверхностью пруток плавится, заполняя место будущего шва.
Сварка газовым оборудованием производится двумя методами – правым и левым. При первом варианте пруток подаётся за горелкой, при втором – перед горелкой. Правый способ обеспечивает лучший обзор сварщику, применяется для сваривания труб толщиной стенки более 5 мм, для меньшей толщины подходит левый способ.
Электродуговая в защитной среде газа
Техника используется при работе с тонкостенными изделиями, с предварительной подготовкой поверхности. В качестве присадочного материала используются проволока и наплавляющиеся электроды.
Соотношение толщины материала и прута (вольфрам):
толщина 2 мм – диаметр 1 мм;
толщина от 2 мм – диаметр 1,6 мм.
Соотношение толщины материала и проволоки:
толщина 1 мм – диаметр 1-1,5 мм;
толщина 2 мм – диаметр 2-2,5 мм.
С увеличением толщины стенки возрастает требуемый диаметр присадочного материала.
Во избежание брызг при плавлении прута/проволоки, подача должна осуществляться плавно. В зависимости от толщины соединяемых деталей сила тока варьируется от 50 до 120 А.
Результат сварки
На качество готового сварного шва влияют следующие аспекты:
Правильно выбор присадочного материала.
Тип и сила тока.
Напряжение дуги сварки.
Плавность подачи прута.
Число требуемых проходов.
Немаловажным является и качество самой профтрубы, возможные дефекты, марка стали. В компании «Сибирский металл» можно купить профильные трубы различного размера и толщины стенок – под любые задачи. Вся продукция изготавливается в соответствии с ГОСТом и обладает высочайшими механическими характеристиками, которые оценили многие предприятия Красноярского края.